Selecionado de acordo com os requisitos de OD do tubo (diâmetro externo) e CLR (raio da linha central).
Fabricado em aço temperado e com a mandíbula fixa soldada ou aparafusada na matriz de dobra para obter a melhor transição possível entre o raio e a parte reta. A matriz de dobra deve se ajustar bem ao registro usinado na cabeça de dobra e deve estar sempre fixada com segurança.
2.Clamp Die
Selecionado de acordo com o Tube OD e combine o dado de dobra.
Fabricado em aço temperado. Comprimento de fixação recomendado: três vezes o diâmetro do tubo. Para comprimentos de fixação mais curtos, a ranhura pode ser canelada para obter uma melhor aderência. Em outros casos, a ranhura pode ser fresada para dobrar em configurações de dobra. A matriz de fixação deve ser ajustável para alinhamento vertical e contato paralelo ao longo de seu comprimento.
3. Pressure Die
Selecionado de acordo com o tubo OD e corresponde ao CLR (raio central da linha) da flexão.
Fabricado em aço temperado, o comprimento da matriz de pressão é crítico e é determinado pelo raio de curvatura, grau de curvatura e diâmetro externo do tubo. Fórmula: supondo que curvas completas de 180 graus sejam necessárias: CLR x 3,14 ÷ 180 x 195 + 3 x tubo OD Exemplo: 1' tubo OD x 4' CLR 4' x 3,14 = 12,56' ÷ 180 x 195 = 13,60' + 3' = 16,60' O dado deve ser ajustável para alinhamento vertical.
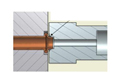
4. Mandrel
Selecionado de acordo com OD do tubo, espessura do tubo, ângulo de flexão e raio de flexão. Recomenda -se para pequenos raios e espessura da parede mais fina.
Fabricado em aço temperado ou Ampco Bronze. Ao configurar mandris esféricos, é importante garantir que a extremidade dianteira da haste esteja na linha central ao dobrar. As esferas devem estar à frente deste ponto. IMPORTANTE: O ajuste do Mandril deve ser realizado com o Mandril totalmente para frente e não retraído.
5.wiper Die
Selecionado de acordo com o Tube OD, o raio de flexão para uso com um mandril de bola. Recomendado para raios pequenos e espessura da parede mais fina.
Fabricado em aço temperado ou Ampco Bronze. O objetivo de uma matriz alisadora é impedir a formação de rugas na parte interna da dobra no ponto tangente.
6. Collet
Selecionado de acordo com o tubo OD. Collet usado apenas na máquina CNC.
Marcando na linha do tubo a) Verifique o alinhamento da matriz de pressão e da pinça b) Verifique a dimensão do tubo em relação ao conjunto de ferramentas c) Verifique para garantir que todas as ferramentas estejam livres de sujeira e escala - se não forem limpar todas as ferramentas d) Verifique se o tubo está limpo e livre de óleo e graxa
Hump no final de uma curva a) Mandrel avançou muito para a frente - redefinir para tangente b) Verifique o movimento livre de pressão da pressão
Arranhões profundos na área de dobra/limpador a) Aumentar ancinho ou alívio da matriz do limpador b) Verifique a borda da matriz do limpador para picar ou pontuar - se estiver presente recuta ou substituir c) Verifique se o dado do limpador não está seco, lubrifique se necessário, se necessário
Marcas de ferramentas no tubo na área de grampo a) Verifique o alinhamento da braçadeira b) Verifique a pressão do grampo no tubo c) Verifique se o grampo está limpo e livre de óleo e graxa
Enrugamento na área de curvatura A) Verifique a condição de matriz do limpador - se usado ou substituir b) diminuir o ancinho na matriz do limpador c) o limpador avançado mais próximo do ponto tangente e verifique se a posição está correta e que o limpador está preso corretamente
Quebra de tubo na flexão a) verifique se o alongamento do material é adequado para flexão b) Verifique as configurações da pinça e da pressão c) Verifique a posição do mandril d) verifique se o dado de pressão está se movendo livremente
O tubo entra em colapso com ou sem enrugamento através da dobra completa a) Verifique se há escorregamento de grampo b) Verifique se há um impulso suficiente de matriz de pressão c) Verifique a posição do mandril
Rugas em dobra com todas as ferramentas na posição correta
a) Verifique o tamanho do mandril e o ajuste b) Aumente a força de dado de pressão
Springback excessivo a) verifique se o dado de pressão não está segurando o tubo durante a flexão b) verifique a força dúctil do tubo e programe o excesso de compensação para compensar
Whatsapp
Digitalize para entrar em contato conosco
SLS Machinery Co., Ltd Especializado em máquinas de processamento de tubos de fabricação econômica.
 Português
Português